post-1823 「基本の徹底」で不可能を可能に -サイベックの板鍛造とは-

鉄を柔らかいものだと思え
この言葉は、サイベックの創業者が社員に向けて言った言葉です。「鉄を柔らかいものだと思って、自由で大胆な発想で開発しなさい」という言葉のもとに、これまで柔軟な発想で過酷な加工条件の部品もプレス加工で実現してきました。
このページでは、サイベックのコア技術である冷間鍛造順送プレス加工 通称“CFP加工”について深堀していきます。
板鍛造加工の“パイオニア”
「板鍛造」という言葉、一般的になってきていますが、実はサイベックが板鍛造加工のパイオニアです!
元々、弊社創業者が 冷間鍛造 と 順送プレス加工 を合わせた「冷間鍛造順送プレス加工」という技術をゼロから確立し、それが後に「板鍛造」と名前を変えて広まっていきました。右の動画のように、順送プレス加工でありながら、その複数工程の中で鍛造加工を行います。冷間鍛造で作れる様々な形状を、順送プレスの生産性で製造することができる、まさに、良いとこどりの革新的なプレス工法です。
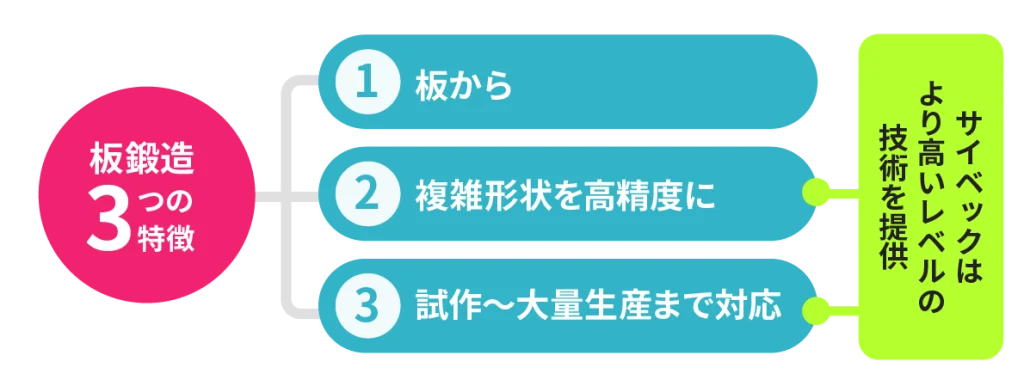
サイベックはより高いレベルの技術を提供
一見プレスではできない複雑形状を、より高い精度・品質で実現できる点で、より満足度の高い技術提案ができます。さらにそれを安定的に大量生産できる、という高い生産力も自慢です。
サイベックのどこが他社と違うのか?
それは、一言で言うならば、「基本の徹底」。プレス加工でできなかったことを、実現する。
そのために必要な 3つの要素 を、徹底的にこだわりぬいて、作り込んでいます。
1.プレス化工法提案

2.徹底した金型づくり

3.高剛性プレス機

プレス化実現のための工法提案
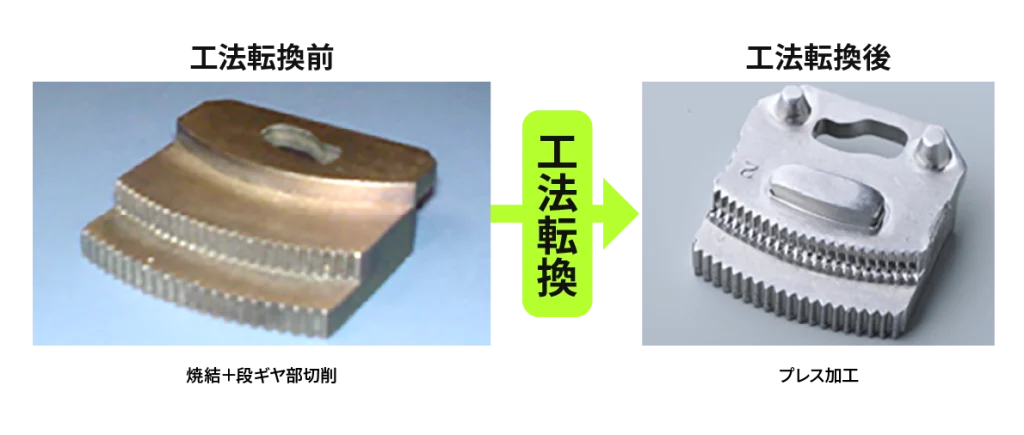
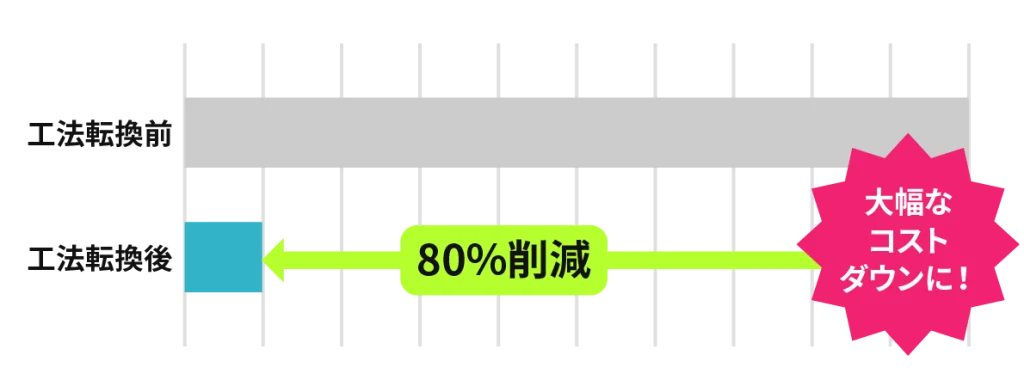
これまでプレス加工では対応できなかった分野をプレス化するために、工法提案をさせていただいています。製品として必要な機能を維持しつつ、プレス加工で成形可能な形状をご提案することで これまでも様々なお客様にコストダウンをご提供してきました。
板鍛造 3つの特徴
一般的に切削加工品は精度は高い分コストが高く大量生産には向きません。サイベックではプレス加工を追求し、切削品に近づける高精度なプレス加工を目指し、これまで様々な部品で工法転換を実現してきました。
ここからは、板鍛造の3つの特徴と共にサイベックの強みをご紹介していきます。
1. 板から
「板」材料からつくる、というのが1つ目の特徴です。
写真のように「コイル材」と呼ばれる市場流動性が高く、入手しやすい材料を使用しますので、大量生産にうってつけです。
保有するプレス機に取り付けられる幅・厚さの仕様でしたら加工対応可能です。
対応可能な材料仕様
| 厚さ | 0.3mm~12.0mm |
| 幅 | ~600mm |

2.複雑形状を高精度に
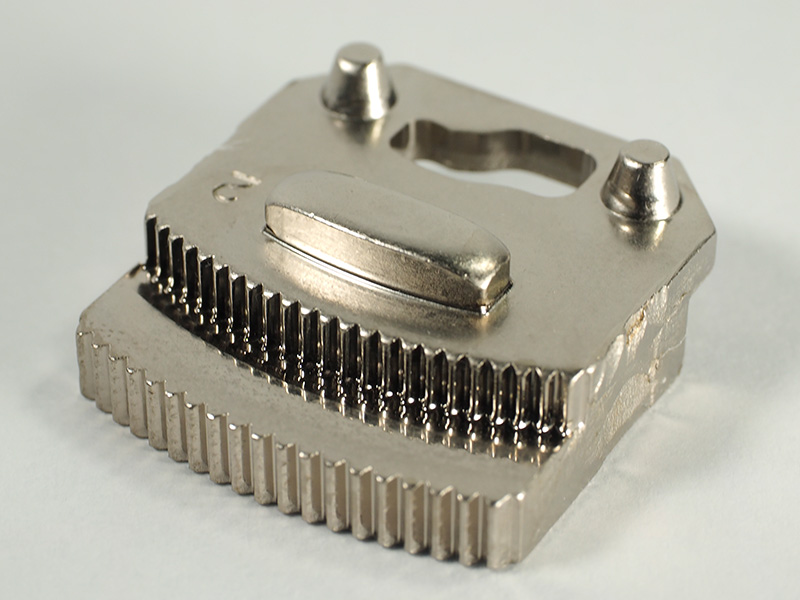
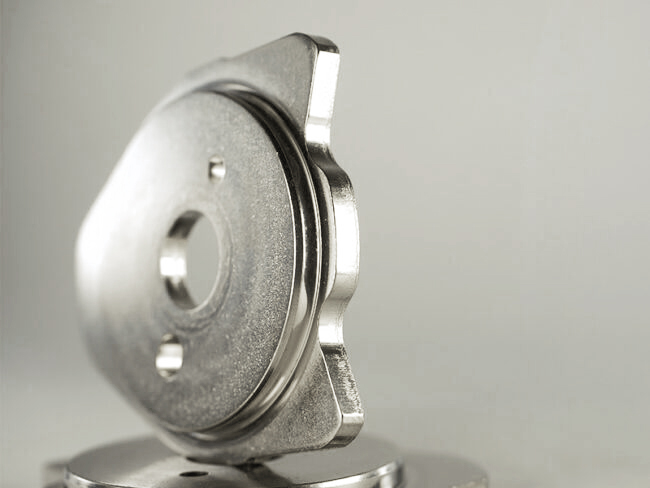
サイベックの “冷間鍛造順送プレス” 、一般的な順送プレス加工と同じように複数工程をかけて一つの形状を成形していきます。ですが、冷間鍛造の要素が加わることでより複雑な、より高精度な部品を生産できるという点が大きな強みです。
サイベックで生産実績のある部品の具体例をご紹介します。

3. 試作~大量生産まで対応
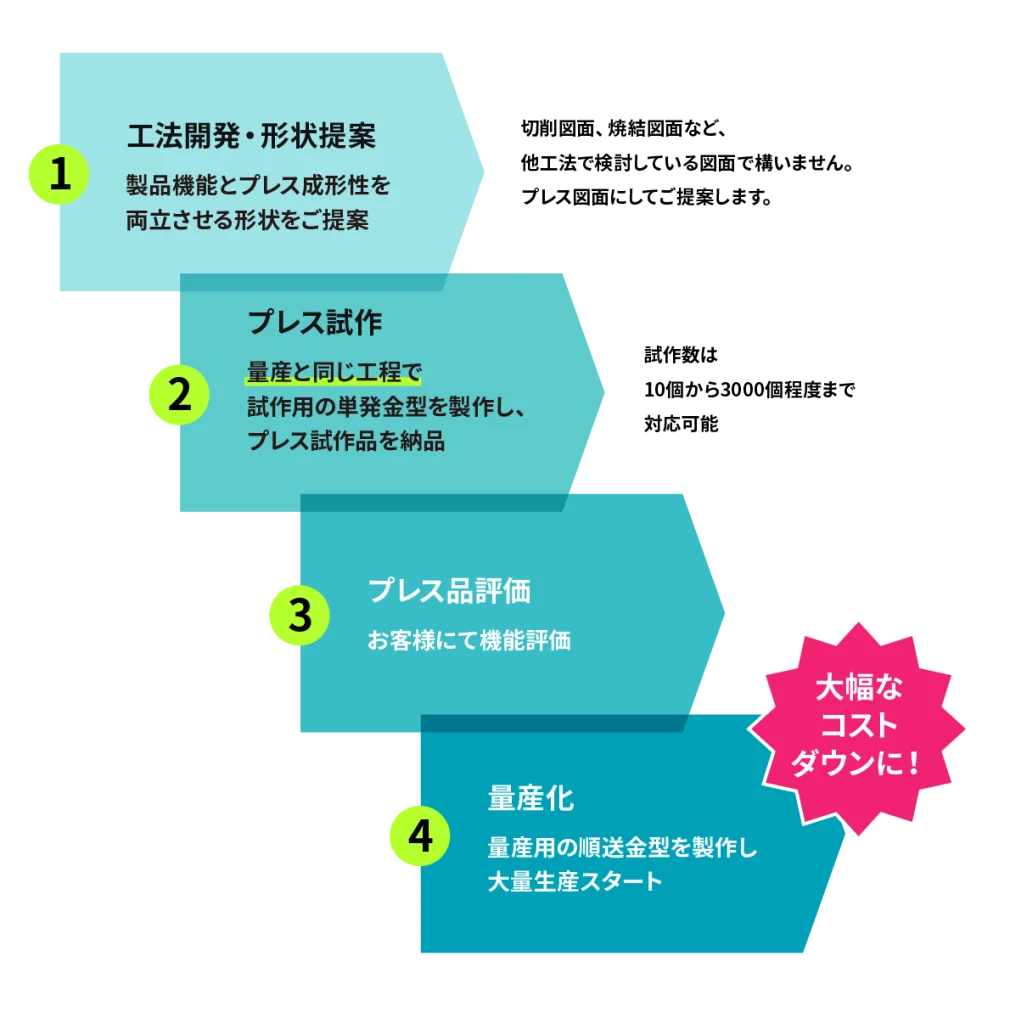
これまでプレス加工でできなかった形状を実現していくにあたり、当然プレス加工で成形した部品が機能的に成立するかどうかを検証する必要があるかと思います。サイベックでは、図面検討~試作品製作~量産加工まで お客様と一緒に部品を開発いたします。
図面検討~試作品製作~量産加工フロー
高い生産能力
高精度・複雑形状を、安定的に大量生産できる!基本中の基本ではありますが、これまでにご紹介した難易度の高い部品も、しっかりと量産実績を積み重ねてきました。
量産実績
\ 月産100,000個 /

\ 月産150,000個 /

\ 月産800,000個 /

\ 月産300,000個 /
\ 月産100,000個 /
プレス加工に関するお悩みや、ご質問、どんな些細なことでも大歓迎です!
- 切削加工品 コストダウンしたい
- 困ってる部品 プレス化できないかな
- 品質が安定しない 部品がある
- 生産数が増えそうだからプレス化したい
お問い合わせフォームよりぜひお気軽にご連絡ください!
進化する産業が選ぶ素材、アルミニウム
近年、5G通信・AI技術・電動化・脱炭素といった次世代技術の普及に伴い、製品の軽量化・高効率化が求められる場面が急速に増えています。特に、半導体の高性能化により発熱量が増加し、ヒートシンク等の放熱部品の需要が拡大。また、EV(電気自動車)やモビリティ分野では、車両の軽量化による航続距離の向上やエネルギー効率の改善が重要視されています。
こうした背景の中で、軽く・熱をよく伝え・電気も通すという特性を持つアルミニウムは、従来の鉄鋼材に代わる素材として注目を集めており、部品材料としての採用が加速しています。
サイベックは、そうしたニーズに板鍛造でお応えするべく、これまで鉄鋼材で培ってきた成形技術をアルミニウム材で応用できるよう開発をすすめております。
サイベックのアルミニウム成形における強み
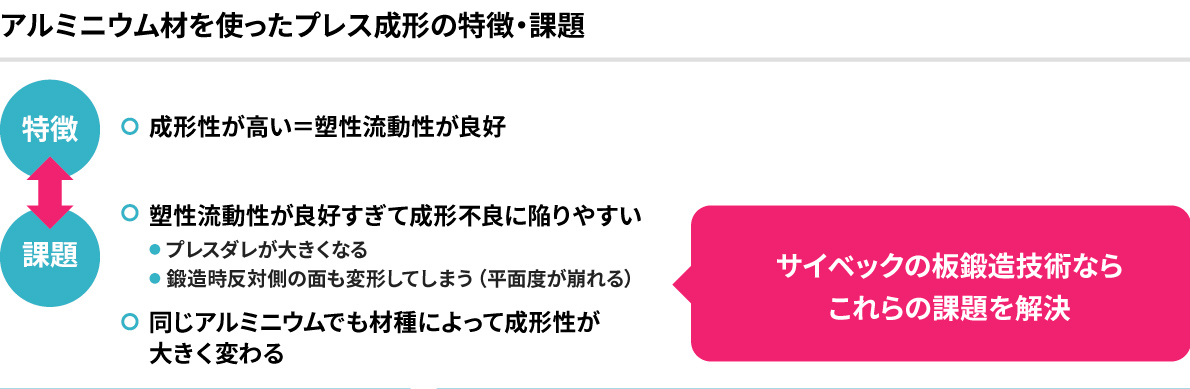
アルミニウムは一般的に成形性が良く、形状自由度の高い加工が可能ですが、その反面、打ち抜いた時のプレスダレが大きくなったり、鍛造したときに反対側の面の形状が崩れてしまったり、寸法精度確保に工夫が必要です。
特にヒートシンクなどに採用される放熱板用の部品では、片面は平坦、もう片面は形状がついていることが多く、成形難易度の高い形状を求められるケースが少なくありません。
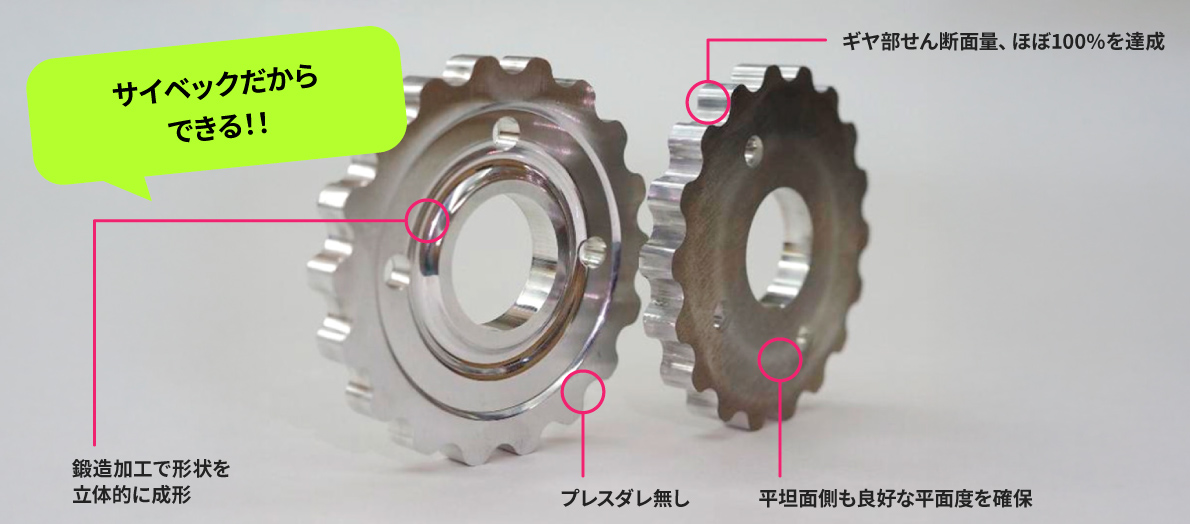
サイベックの板鍛造技術なら
- プレスダレゼロ、せん断面90%以上
- 製品の平面度0.05mm以下
をプレス加工で実現可能です。実際にサイベックで加工実績のあるプレス製品をご紹介いたします。
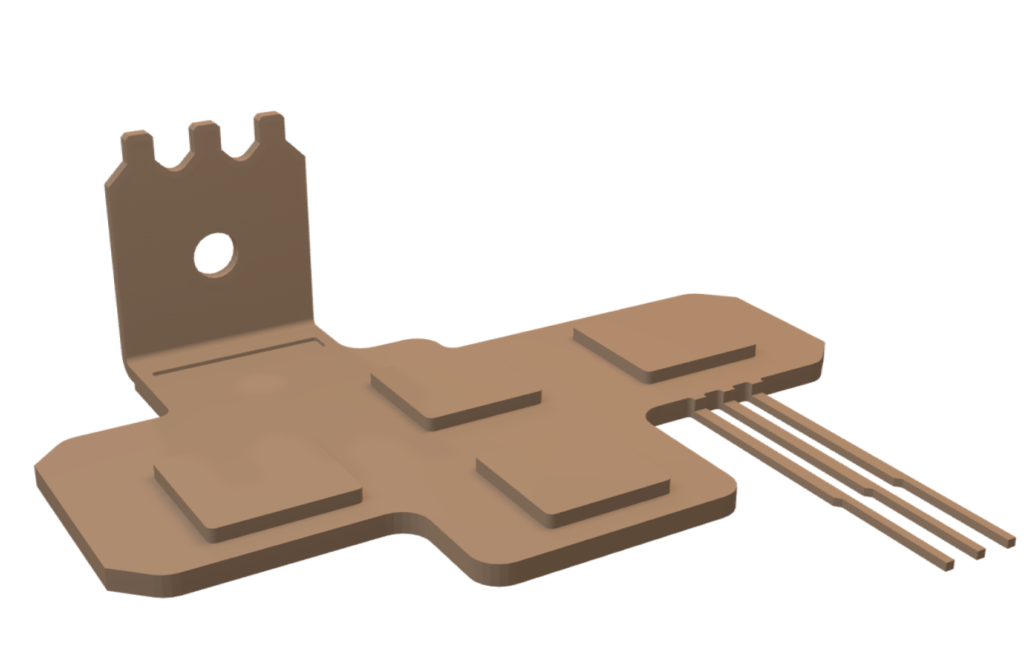
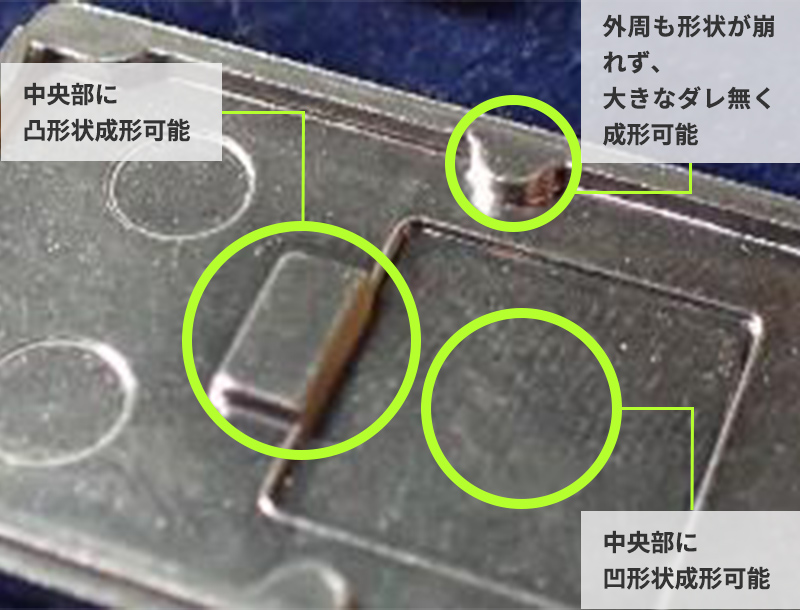
開発事例①:アルミニウム部品の鍛造成形
製品情報
- 製品用途:通信用コネクタ
- 製品サイズ:33 x 18mm
- 板厚:1.55mm
- 材質:A1050 H24
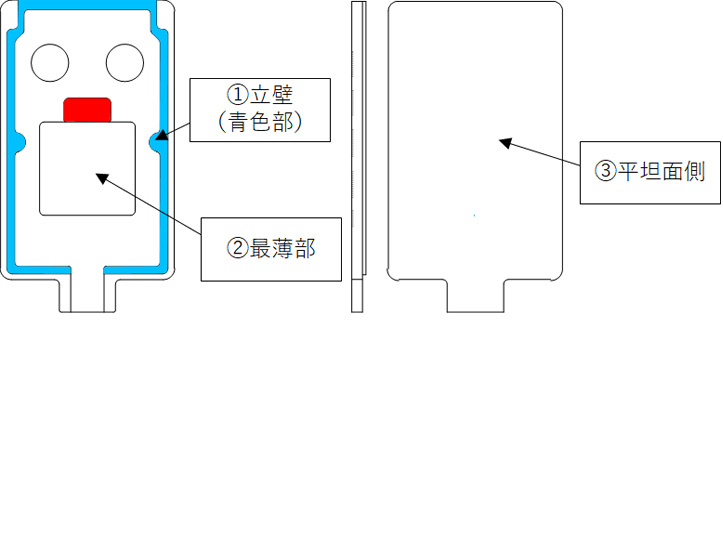
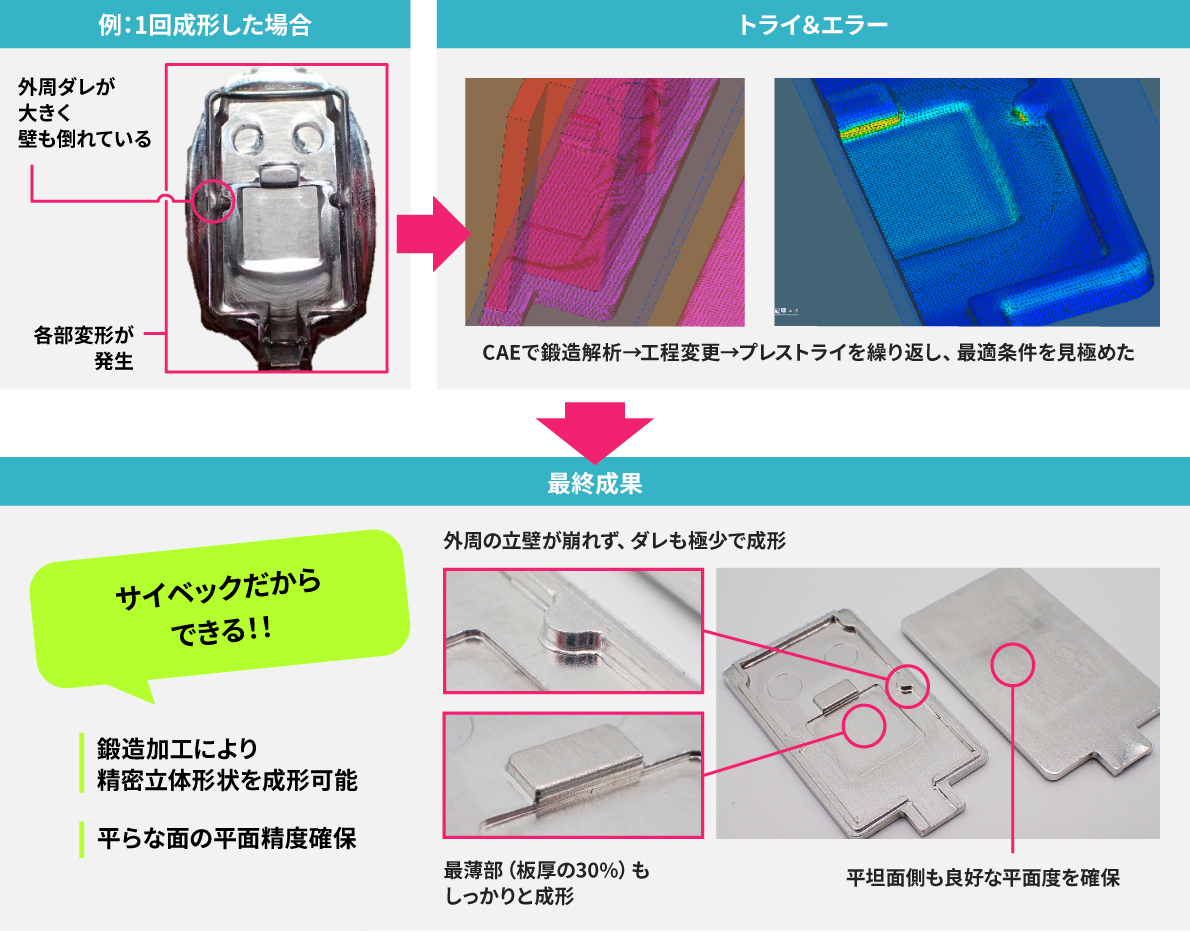
開発のポイント
- 外周立壁のダレ抑制
- 中央四角凹部の鍛造(板厚の30%の厚さまで潰す)
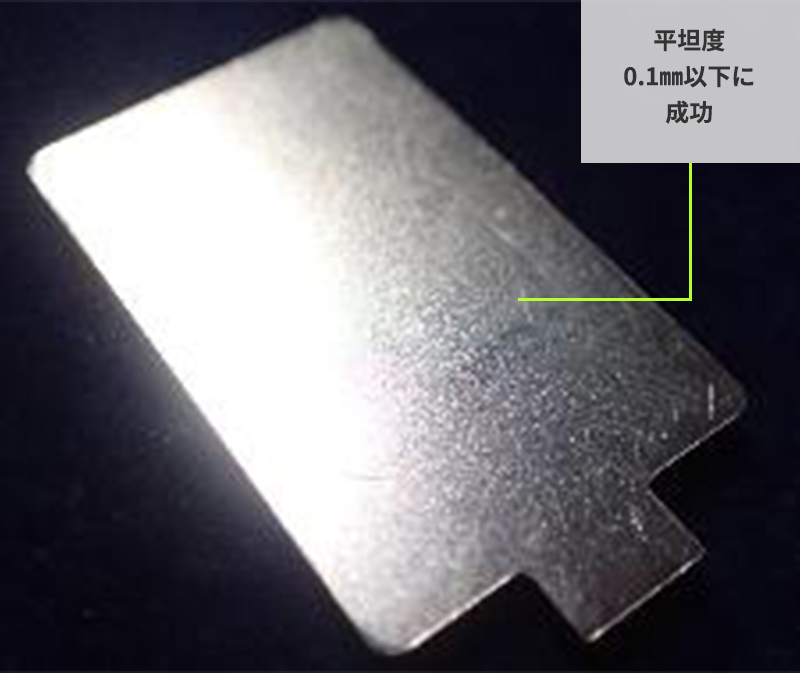
- 平坦面の平面精度(外観部品のためプレス加工の模様を極力減らす)
開発成果
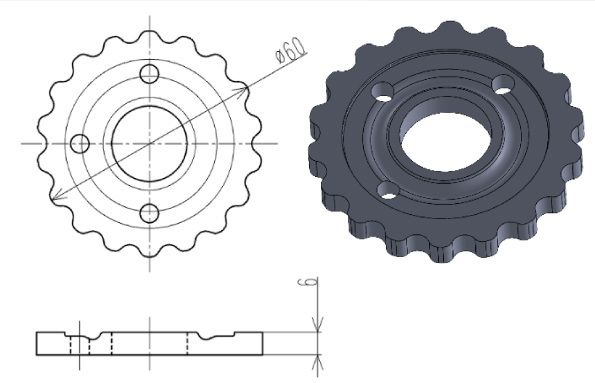
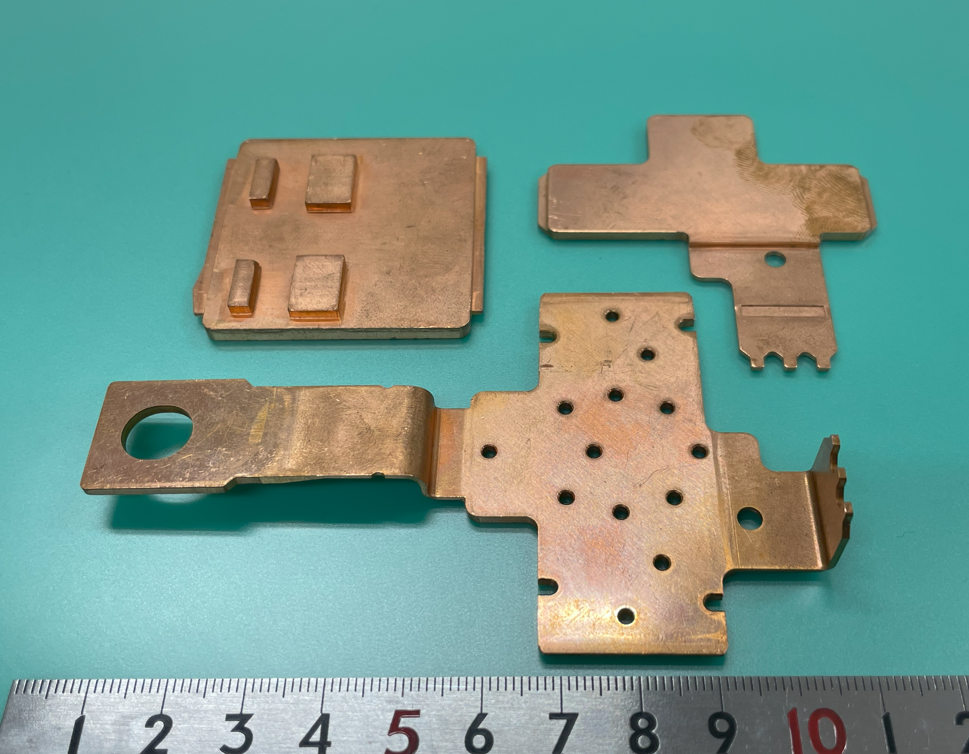
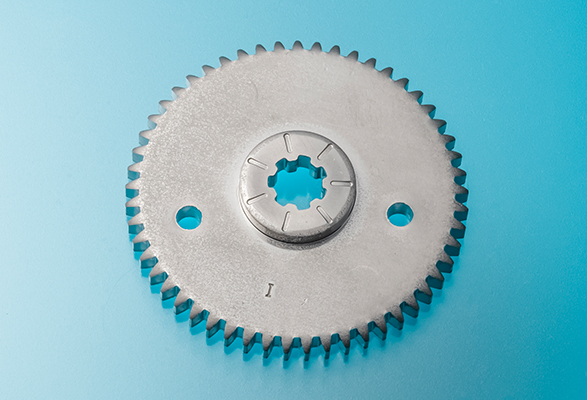
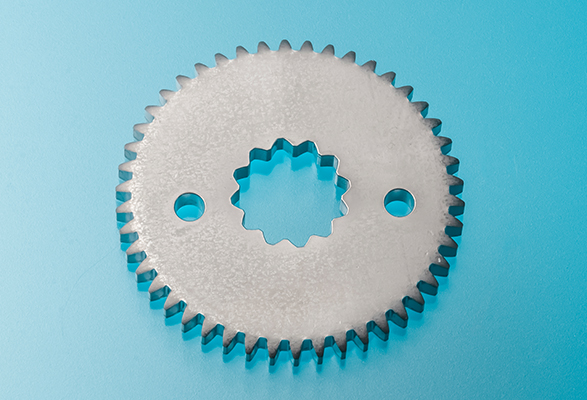
開発事例②:アルミニウム製ギヤ部品
製品情報
- 製品用途:サイクロイド減速機
- 製品サイズ:φ60mm
- 板厚:6.0mm
- 被加工材(*1):
A5052P-H112
A6061P-T6
A7075P-T651(超々ジュラルミン)
開発のポイント
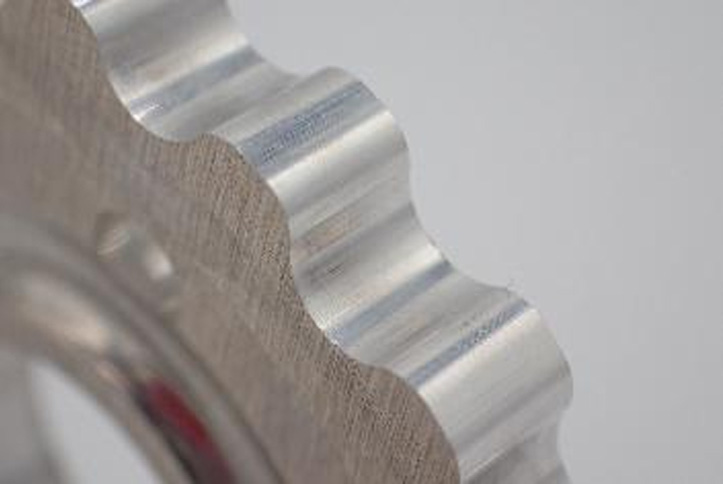
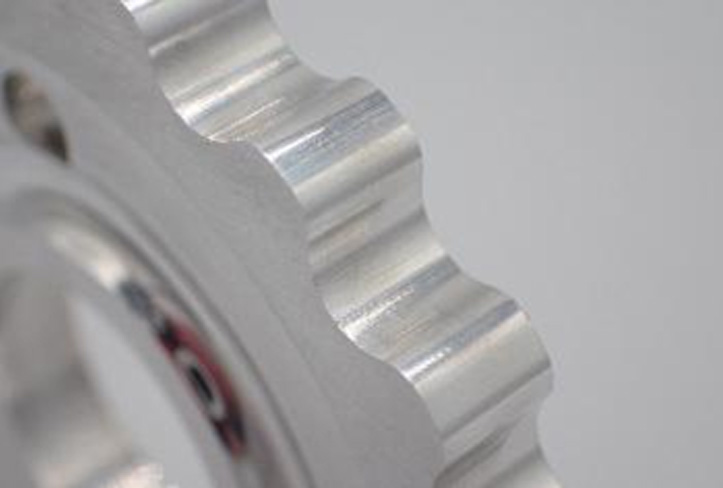
- ギヤのダレ抑制・せん断面確保
- 平坦面の平面度0.05
開発成果
アルミニウムは一般に成形性に優れる柔軟な金属とされているが、材種によって物性に大きな差異が生じる。特にA6061およびA7075に関しては、鉄鋼材料と同等の強度・硬度を有しており、通常鍛造加工には適さないため、鍛造後の安定した品質の確保が課題であった。
しかしながら、サイベックが鉄鋼材料の成形において培ってきた高度なノウハウを応用することで、アルミニウム材に対しても鍛造および打ち抜き加工の両面において高精度な成形を実現している。
A5052P-H112
A6061P-T6

A7075P-T651
(*1)アルミニウム材種ごとの特徴
A5052P-H112(H112:熱処理を伴わない圧延後の調質)
流通性が良くアルミニウム合金の中では代表的な種類加工性と強度のバランスが良く、耐食性が非常に高いため、自動車・建築・船舶など幅広い分野で採用されている。
A6061P-T6(T6:溶体化処理・時効処理を行い硬度と強度を上げる)
強度・耐食性・加工性のバランスが良く、A5052よりも強度が高い。そのため、航空機部品や産業機械部品としても採用されている。
A7075P-T651(T651:溶体化処理・時効処理を行い硬度と強度を上げる)
アルミニウム合金の中でも最高クラスの強度があり、耐疲労性が高い。
ただし耐食性はやや劣るため、表面処理が必要な場合がある。
軽量・高強度であるため、航空宇宙分野・防衛分野・ロボット・精密機器に採用が多い。
※参考値
| 機械的性質 | A5052P-H112 | A6061P-T6 | A7075P-T651 |
|---|---|---|---|
| 引張強さ[MPa] | 190∼240 | 310 | 570 |
| 耐力[MPa] | 90以上 | 275 | 505 |
| 伸び[%] | 7%以上 | 12 | 11 |
| 硬度[ブリネル硬さHBW] | 47 | 95 | 150 |
世界的な水素社会への動き
水素社会に向けた世界の取り組み
ウクライナ侵攻を契機に、エネルギー構造の変革が世界的に加速し、水素社会への移行に向けた動きも加速しています。
ドイツでは、水素導入目標が当初の2倍となる2030年までに10GWに引き上げられました。米国のインフレ抑制法(IRA)や各国における化石燃料との価格差縮小支援策なども推進されており、大規模水素製造プラントの建設計画も相次いで発表されています。 具体的には各国は以下のような取り組みを進めています。
- 支援策の充実
米国:インフレ抑制法(IRA)
各国:化石燃料との価格差縮小支援策 - 大規模水素製造プラントの建設
サウジアラビア:世界最大規模のプラント建設
豪州:大規模グリーン水素プロジェクト
日本もこの流れを受け、2023年6月に水素基本戦略を6年ぶりに改定しました。
2040年までに水素等の導入目標を1,200万トンと新たに設定し、2030年までに国内外で水電解装置15GWの導入目標を掲げました。
日本は、水素技術において世界をリードする存在であり、今後も積極的に取り組んでいくことで、水素社会の実現に大きく貢献していくことが期待されます。
水素社会実装へ、大きく立ちはだかるコストへの壁
1. 燃料電池製造コスト
1つ目として燃料電池の製造コストが高いことです。
燃料電池には触媒や電極に高価な材料が使われており、それらが数百枚と積層されるため装置全体が高額なものになります。
2. 水素供給コスト
現状の水素供給コストは、一般的に1Nm3あたり100円~150円程度となり、計算するとガソリンより高くなってしまい社会実装は普及が思うように進みません。
順送金型による燃料電池金属セパレータのコスト低減
1. 高効率生産と高品質管理
燃料電池は、高効率かつ高品質な生産技術の開発が不可欠です。従来の生産方法では、これを実現するために膨大な設備投資とスペースが必要となります。
→今回開発した順送金型により、金属セパレータ製造の設備コスト圧縮や省スペース化が期待されます。
2. 材料ロスの低減
燃料電池の製造には、高価な材料を多く使用するため、材料ロスの低減が重要です。
→今回開発した順送金型は材料ロスを極力抑えるレイアウトにすることで材料コストの低減に期待されます。
3. 原料・プロセスの低コスト化
燃料電池のコスト低減には、原料や製造プロセスのコスト削減が不可欠です。セパレータの金属化による大幅なコスト低減と高生産性が期待されています。
→今回開発した順送金型は、金属セパレータをハイスピードで大量生産が可能となり、1枚当たりの製造コストを抑えることが期待されます。
4. 金型耐久性の向上によるコスト低減
金属セパレータは耐食性が高い材料を使用するため、加工難易度は増加します。コストを削減するためには金型の寿命向上も大きく求められます。
→今回開発した順送金型は、1μmオーダーの高精度金型部品の位置決め・クリアランス調整を行うことで金型の寿命向上が期待されます。
サイベックコーポレーションの新しい挑戦
弊社のCFP(Cold Forging Progressive)工法を活かし、金属セパレータ向け冷間鍛造順送金型の開発を行い、高効率生産による金属セパレータの低コスト化へチャレンジしております。
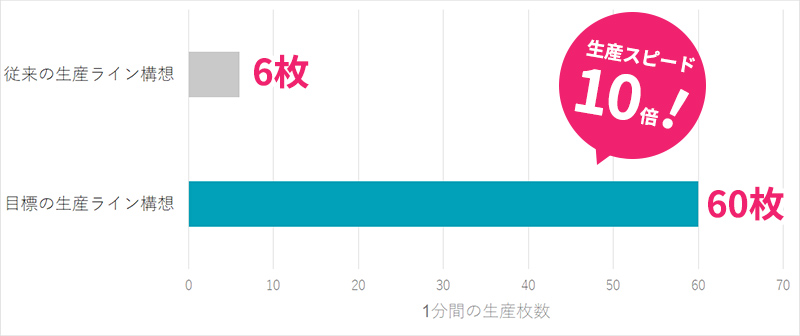
目標とする生産スピード
1分間の生産枚数
従来の生産ライン 6枚/分
目標の生産ライン 60枚/分
生産スピード10倍の向上を目指します。
従来の生産ライン構想
ブランクを投入装置にセットし、ロボット等の搬送装置を用いて、各工程を搬送します。プレス機と搬送装置を連動させ各プレス機の冷間鍛造金型(単型)にて生産する方法です。

※製品形状等でプレス工程数は変動致します。
目指す生産ライン構想
材料はコイル材をダイレクトに投入し、金型内を送り装置で搬送します。使用する金型は冷間鍛造順送金型を使用。弊社のCFP(Cold Forging Progressive)工法を採用した生産方法です。

冷間鍛造順送金型のメリット
1. 設備投資額の削減
冷間鍛造順送金型になる事で、複数のプレス機、それを繋ぐ搬送装置が必要なくなり全体の設備投資額を圧縮できます。
2. 生産ラインの省スペース化
複数のプレス機、それを繋ぐ搬送装置が必要がなくなることにより、生産ラインがコンパクトになり、省スペース化を実現します。
3. 生産スピード向上
搬送装置のタイムロスがなくなり、プレス機の加工スピードに追従できる生産スピードを実現します。
今回開発中の冷間鍛造順送金型での製品サイズ

金属セパレータ順送金型動画
カーボンニュートラルに向けた燃料電池用金属セパレータ技術開発
半導体・情報伝達技術の未来
半導体と情報伝達技術の未来は、半導体の微細化限界に直面しながらも、積層化や3D実装、異なる種類のプロセッサを組み合わせることで、全体的なコンピューティング性能を向上させるなどの新たな進化を遂げています。5GやAIなどのデジタル技術の発展により情報伝達技術が進化し、自動走行やFA( factory automation )、スマートシティなどの新たなアプリケーションシステム・デジタルユースケースが増えています。デジタル化の推進、新しい製品・サービスの創出、そして社会課題の解決に向けた取り組みが進められています。これらの進化と取り組みは、半導体と情報伝達技術の未来に大きな影響を与えていくことになります。

次世代半導体部品に求められるもの
半導体関連部品は
- 電子機器の性能向上
- 電気自動車の普及
- サーバーやデータセンターの増加
- 半導体製造の拡大
といった大きな環境変化と共に今後も著しく成長していきます。
半導体市場が拡大する一方で、半導体自体を高効率で冷却する技術が課題となっております。電子機器は、小型化・高性能化が進むにつれて、発熱量も増加します。その為、ヒートシンク部品は、今まで以上に高効率で電子部品を冷却することが欠かせないものとなっています。
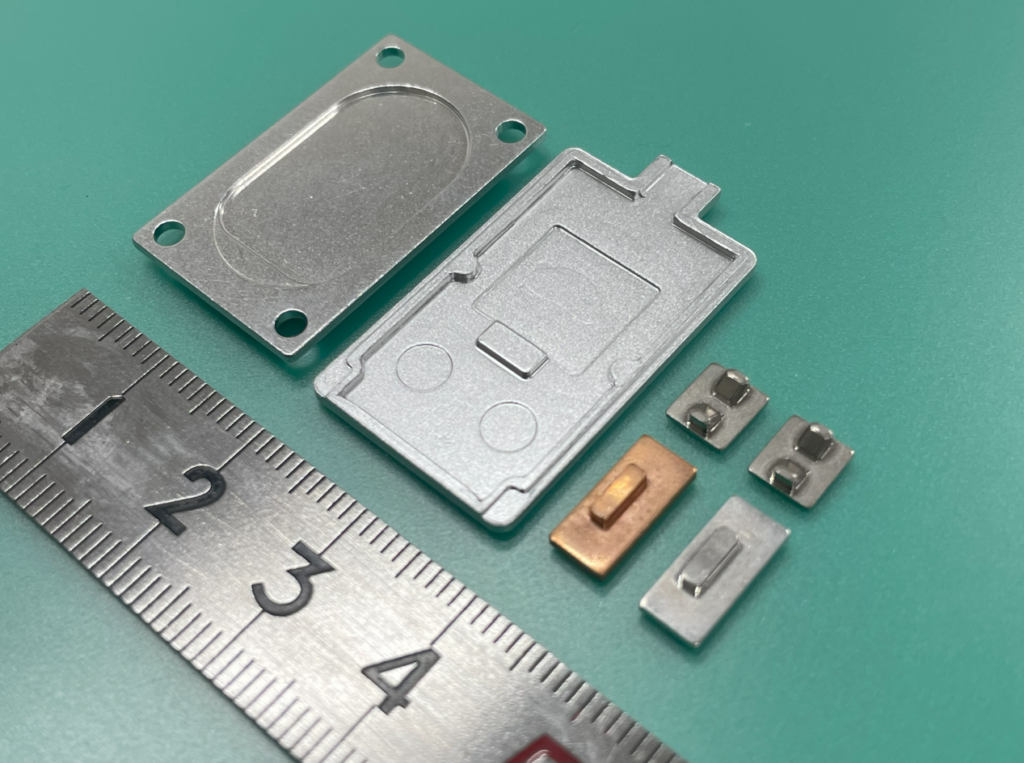
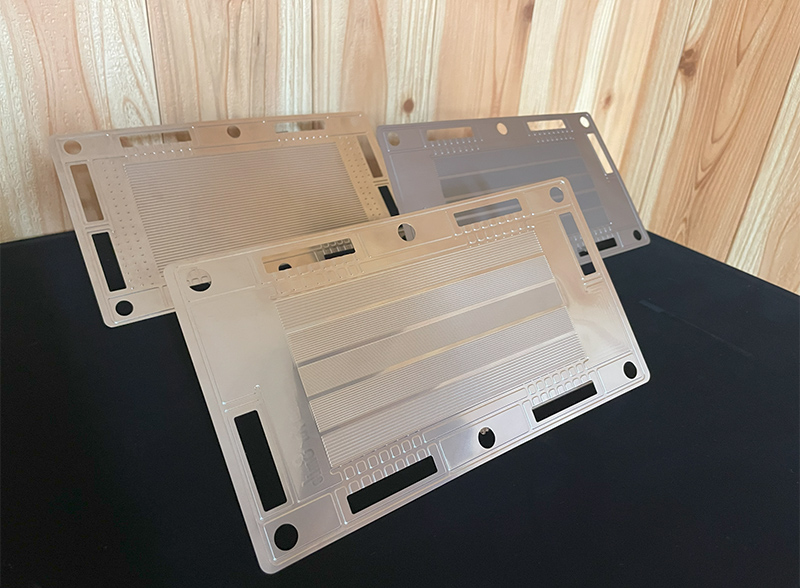
ヒートシンク・ヒートスプレッダの技術開発
高効率な熱マネジメント部品の需要増加に対応するため、当社ではプレス加工技術と板鍛造技術を活用した金属ヒートシンクの開発を進めております。特に、アルミや銅を使用し、順送プレスと冷間板鍛造を組み合わせることで、高精度かつ複雑な形状の部品を成形可能です。さらに、順送プレスにより、安定した品質を維持しながら大量生産を実現し、コスト削減にも貢献いたします。これにより、軽量で強度の高い熱対策部品を効率的に生産できます。今後も、プレス加工技術と板鍛造技術の開発を進め、より高度な熱マネジメントソリューションを提供してまいります。
主に手掛けている製品は今後数量が見込まれる部品2点となります。
ヒートスプレッダ:電子機器や家電製品などの内部で発生する熱を効率よく伝達するための部品 (材質:アルミ・銅)
ヒートシンク:熱を空気中に放散するための部品 (材質:アルミ・銅)
CFP(Cold Forging Progressive )技術を活用し、 微細鍛造・高精度成形・各素材への対応など新しい技術開発を進めております。
アルミ・銅のプレス成形性課題
アルミ・銅材によるプレス加工は、成形性の問題を抱えています。
延性は軟鋼板に比べて低く、しわや割れなどが発生しやすく、また流動性が良く微細な形状の確保が困難です。
その中で性能特性を向上するために製品の要求項目としては以下のようなものがあります。
- チップや素子設置面側の凹凸形状は崩れず(ダレ・ヒケ無く)に高精度に微細成形が必要。凹凸精度10~50μm。
- 製品裏面は熱を伝えるため平滑な面が必要。平面度0.1㎜以下。
技術開発報告
- 平面からの一体化成形によりプレスのみで完結され、後工程の切削工程や接合工程が不要となりました。
- アルミ材について凹凸形状は崩れず(ダレ・ヒケ無く)に微細成形に成功しました。
- アルミ材については平面度0.1㎜以下をクリアしました。
更なる課題へのアプローチ
ヒートシンク・ヒートスプレッダ製品の更なる性能向上を求め、平面度に対して現状以上に向上を図っていきます。
微細偏肉の細かい凹凸部分の形状精度の向上を図っていきます。
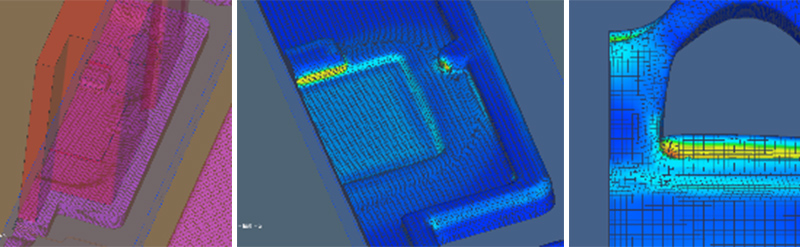
CAE(解析ソフト)活用
アルミ・銅の板鍛造の技術開発にあたり、解析ソフトを利用して素材の流れを確認しながら工程設計や金型部品の形状の検討を行い、より精密で正確性の高い技術開発を進めております。
カーボンニュートラルのハブとなる燃料電池
燃料電池は、水素と酸素の化学反応によって電気と水を生成する発電装置です。化石燃料に比べて環境負荷が少なく、再生可能エネルギーと組み合わせることで、持続可能なエネルギー源としての役割を拡大することが期待されています。こうした技術革新の進展により、燃料電池は、自動車を始め発電設備、家庭用燃料電池など、さまざまな分野で活用されるようになってきており、これからのカーボンニュートラル社会のハブとなる役割を担っております。

金属セパレータへの技術開発と取組み
サイベックコーポレーションは2004年より金属セパレータの金型製作・プレス加工の技術開発がスタートし、現在に至るまでに計51件の案件に取り組んでいます。各社大手自動車メーカーとともに金属セパレータの設計段階からプレス成形性の評価し、多種にわたり、金属セパレータの試作開発を行ってきました。サイベックコーポレーションを選んで頂ける理由として、①地下工場で製作する超高精度金型、②共同開発した高剛性プレス機により、高精度な金属セパレータのプレス加工を実現できることです。金属セパレータの材質はステンレス・アルミニウム・チタンを主に板厚0.08~0.2mmの金属セパレータのプレス加工実績があります。また、 最近ではこの先将来を見据えた大判サイズの金属セパレータ順送プレス加工技術の開発に取り組んでいます。プレス加工後の後工程も考慮し、お客様の要望に合わせた製造ラインのご提案をいたします。
金属セパレータの試作実績
2004年~2024年 60案件の試作受注
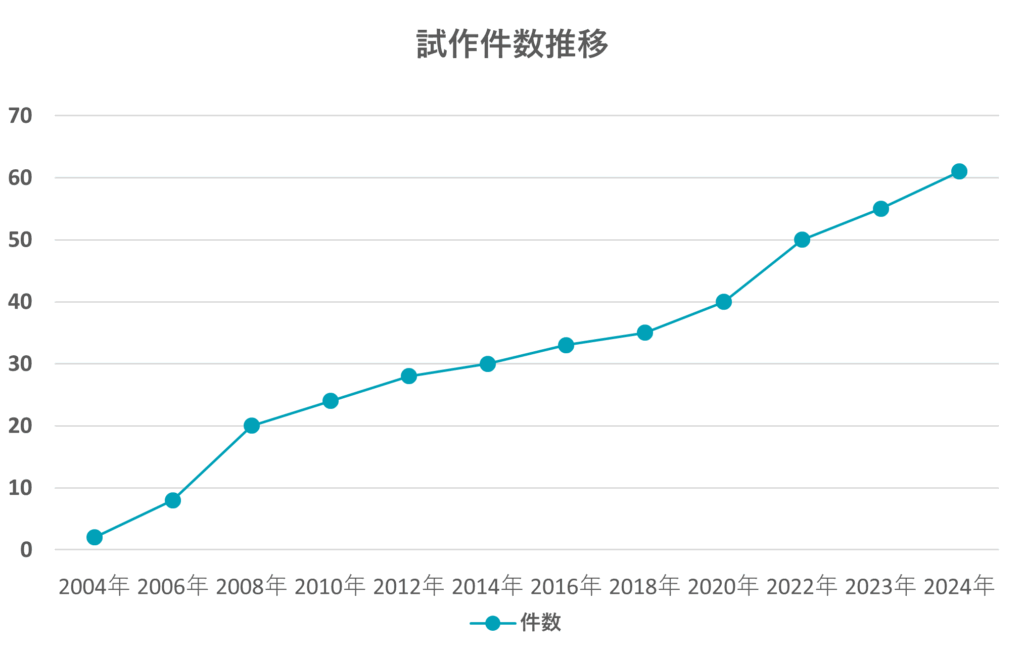
直近3年の試作案件実績
2022年度
5件
2023年度
5件
2024年度
6件
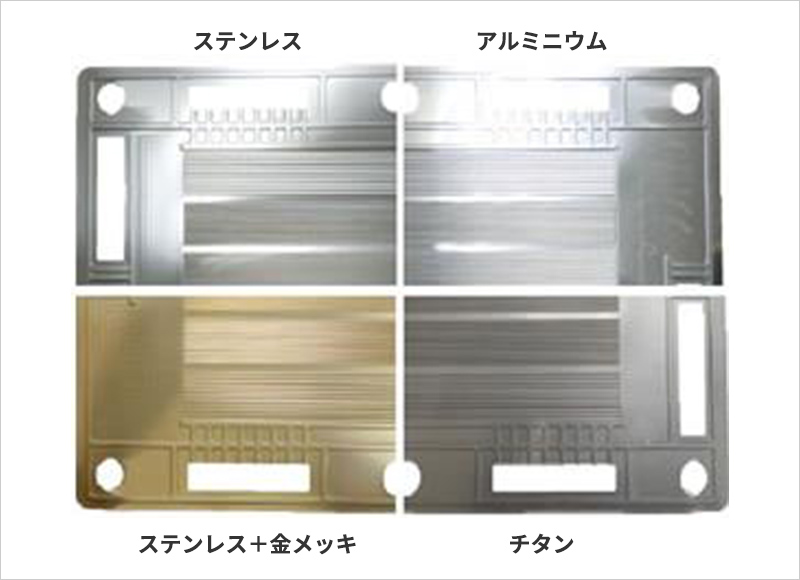
素材
金属セパレータは、燃料電池の主要部品です。従来はカーボン製セパレータが使用されていました。しかし、近年では、低コスト化、コンパクト化、耐衝撃性などの観点から金属セパレータが注目されています。 金属セパレータの材料としては、ステンレス、アルミニウム、チタンなどが主流です。特に、今後ステンレス鋼は最も期待されている材料の一つです。
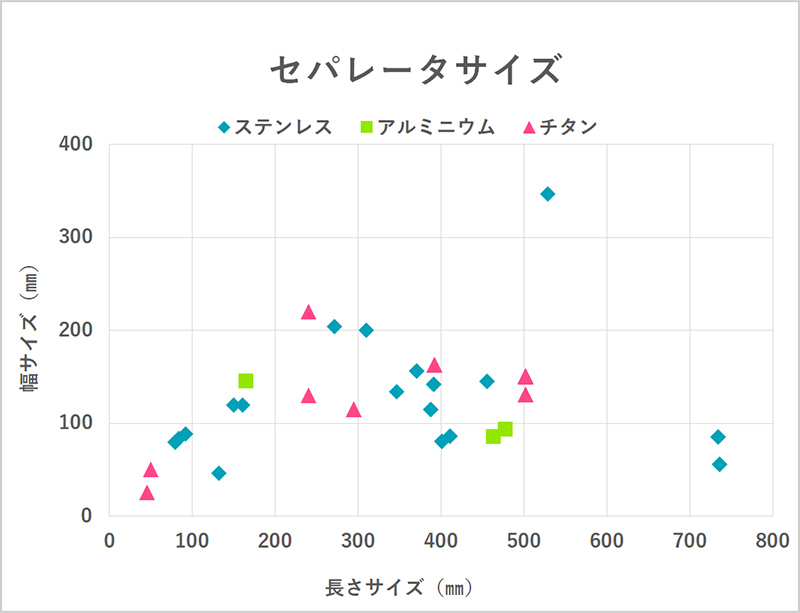
サイズ
技術開発した金属セパレータは手のひらサイズ(JARI規格)から大判サイズまでの実績があります。
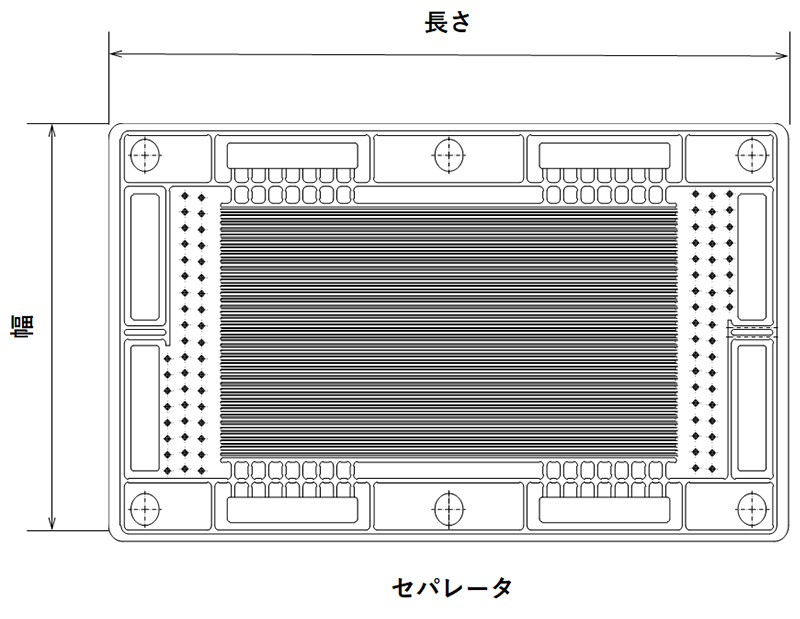
| 製品最小面積実績 | 1,196mm2 |
| 製品最大面積実績 | 18,356mm2 |
※流路形状、成形面積、材質・板厚等により成形可能限界範囲は異なります。
流路形状
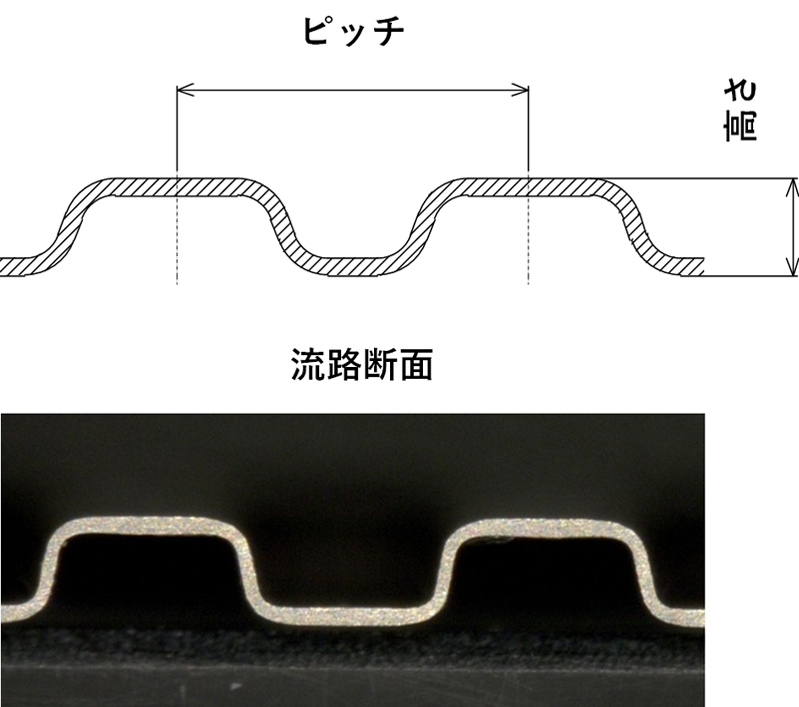
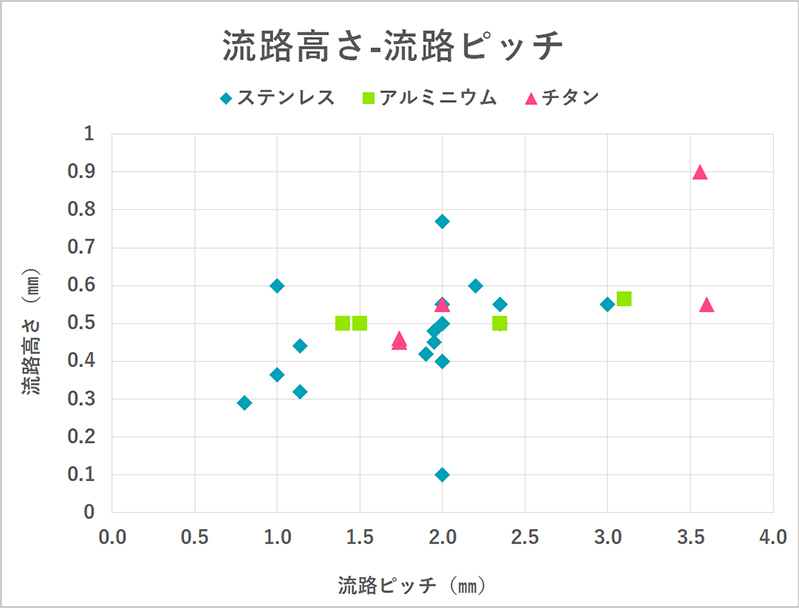
| 流路最小ピッチ実績 | 0.6mm |
| 流路最大ピッチ実績 | 3.6mm |
| 流路高さ最小実績 | 0.1mm |
| 流路高さ最大実績 | 0.9mm |
※流路形状、成形面積、材質等により成形可能限度は異なります。
流路形状は、直線、波形状、S字形状、Y字分岐形状、狭ピッチ流路等の開発実績があります。

開発内容(サンプルセパレータ)
サンプルセパレータにて形状の異なる3種類の流路を形成しております。お客様のご要望にフレキシブルに対応できる成形技術を持っております。
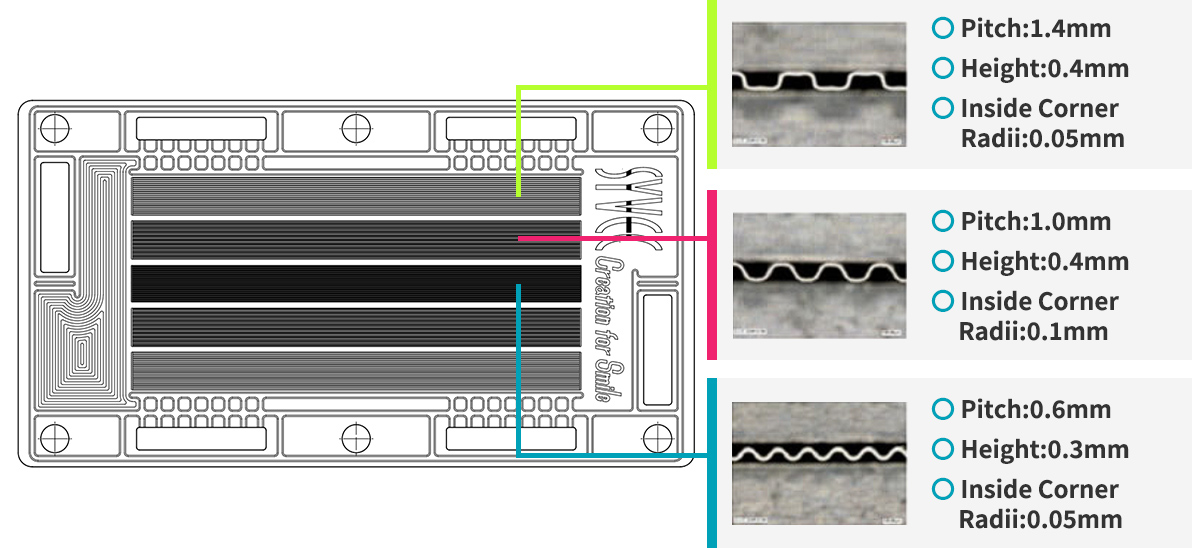
右写真は開発した金属セパレータの流路形状断面になります。
従来のものと比較してプレス加工難易度が高い「流路ピッチ」・「壁角度」・「角R」にて流路形状を設定し開発を行いました。
- 製品材料:チタン、ステンレス t=0.1mm
- 流路ピッチ:2mm(従来の1/2)
- 流路壁角度:2°(従来の1/4)
- 流路角内R:R0.1mm(従来の1/2)
- 流路高さ:0.55mm(板厚含む)
流路断面は均一に材料が伸ばされプレス加工することができました。

これからの燃料電池の用途
1)産業用燃料電池として利用
工場、公共施設、病院・福祉施設などでは、事業継続計画(BCP)の観点から燃料電池の導入が進められています。
データセンターや公共施設などでは、停電にそなえたバックアップ電源として活用されています。
最近では、工場から排出される二酸化炭素を回収する技術(CO2電解装置)に燃料電池が使われるケースや、水素生成技術(水電解装置)にも燃料電池が使われ、エネルギー脱炭素化に関する技術開発が進められています。
2)バイオガスや水素から発電利用
工場の排水由来や下水処理場から発生するバイオメタンガス、生ゴミなど食品廃棄物由来のバイオガスなどを燃料として発電する燃料電池も導入されています。
3)車両用途として利用
車両の大きさや車体重量、運用環境といった観点から二次電池の採用が不向きなエリアに、バス・トラック、航空機、建機・農機、船舶において、燃料電池の搭載が進むことが期待されています。
今後これらの用途において、燃料電池が「水素社会」のカギとなる重要なものであり、カーボンニュートラル社会に欠かせないデバイスの一つであります。
水素技術で未来を拓く、時代の最前線となる金属セパレータ順送金型の開発
生活者の価値観変化と次世代モビリティの社会実装
近年、生活者の価値観は大きく変化しています。環境意識の高まり、都市部への人口集中、テクノロジーの進化といった要因が、人々の移動手段の選択にも影響を及ぼしています。こうした変化を受けて、次世代モビリティのあり方も進化を遂げつつあります。
特に、環境負荷の低減は大きな課題の一つです。電動モビリティの普及が進み、カーボンニュートラルの実現を目指す動きが加速しています。また、シェアリングエコノミーの発展により、所有から利用へと移行する流れが顕著になり、カーシェアやライドシェアの利用者が増加しています。
さらに、都市部では自動運転技術を活用した新たな移動サービスが試験導入され、移動の効率化や交通渋滞の緩和が期待されています。一方、地方では過疎化が進む中で、次世代モビリティを活用した公共交通の維持や、高齢者の移動支援の取り組みが求められています。
このように、社会の変化とともに、モビリティのあり方も進化し続けています。今後、技術革新だけでなく、生活者の価値観を踏まえた柔軟なモビリティの設計が、持続可能な社会の実現に向けて重要な鍵となるでしょう。

これからのモビリティにおけるギア(歯車)部品の重要性
モビリティの進化は、電動化や自動運転技術の発展により、大きな転換期を迎えています。この変化の中で、ギア(歯車)部品は依然として重要な役割を果たしています。特に電動モビリティでは、モーターの動力を効率的に伝達するため、高精度なギアが不可欠です。
また、航空宇宙産業やロボット工学、スマート農業といった分野でも、高性能なギアの需要が高まっています。例えば、航空機のアクチュエータ、産業用ロボットの関節部、農業機械の駆動装置など、多様な用途で使用されています。これらの分野では、小型で高耐久なギアが求められ、冷間鍛造や順送プレスなどの高精度な加工技術が強みとなります。
今後、モビリティのさらなる進化に伴い、より高強度・軽量・静音性に優れたギアの開発が求められるでしょう。技術革新を支えるギア部品の重要性は、今後さらに高まると考えられます。
ギア(歯車)部品の技術開発
ギアの高精度化開発
インボリュートギアの精度等級について
新歯車精度規格(JIS B 1702-1:1998とJIS B 1702-2:1998 )にてN6等級をプレス上がり製品で実現しております。
歯車精度
| 単一ピッチ誤差 | 14μm相当 |
| 隣接ピッチ誤差 | 15μm相当 |
| 累積ピッチ誤差 | 41μm相当 |
| 歯形誤差 | 15μm相当 |
| 歯筋誤差 | 18μm相当 |
| 歯溝の振れ | 32μm相当 |
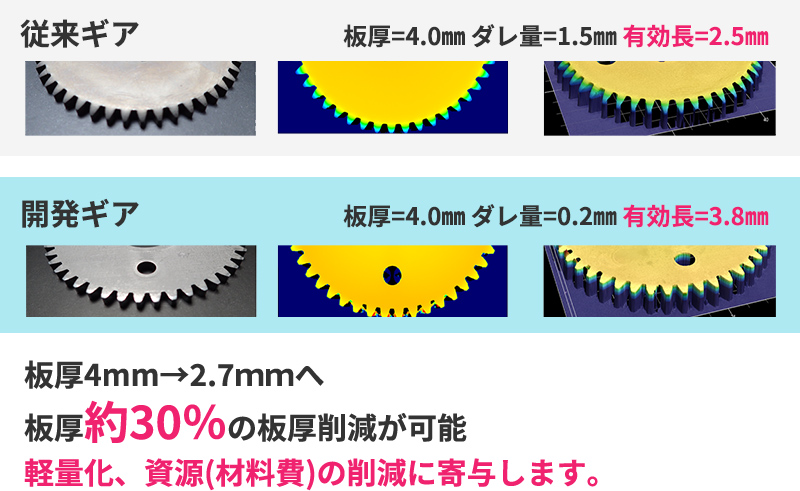
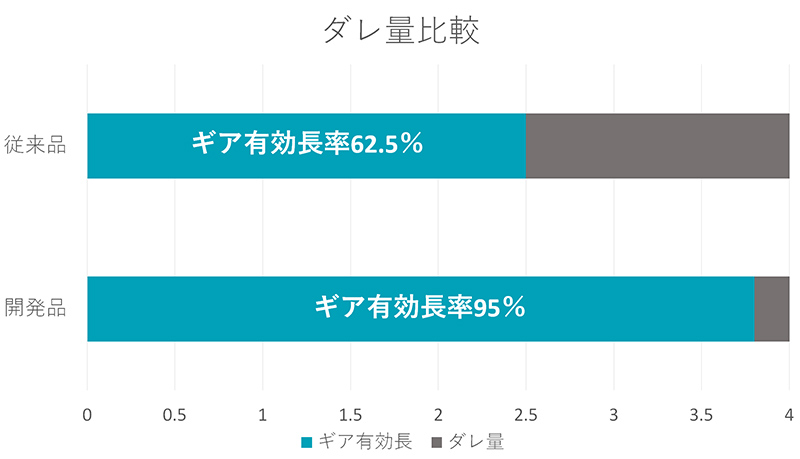
ギアのダレ抑制開発
プレス加工における大きな課題の一つである「ギアダレ」は、製品の耐久性や性能に影響を及ぼす現象です。従来の対策では、生産性を犠牲にして加工速度を落とす必要がありました。
当社では、独自の板鍛造技術を活かし、ギアダレを抑えながらも生産性を維持する技術を開発しました。この技術により、精密な金属成形が可能となり、歯形のシャープさと高い寸法精度を実現。耐久性と品質の向上に貢献します。
また、当社の板鍛造技術は、従来のプレス加工では難しかった複雑な形状の高精度加工にも対応しています。これにより、金属部品の性能向上だけでなく、開発コストの削減や工程の最適化にも寄与します。
今後もプレス加工と板鍛造技術の革新を通じて、高度な金属加工技術の開発を推進し、ものづくりの可能性を広げてまいります。

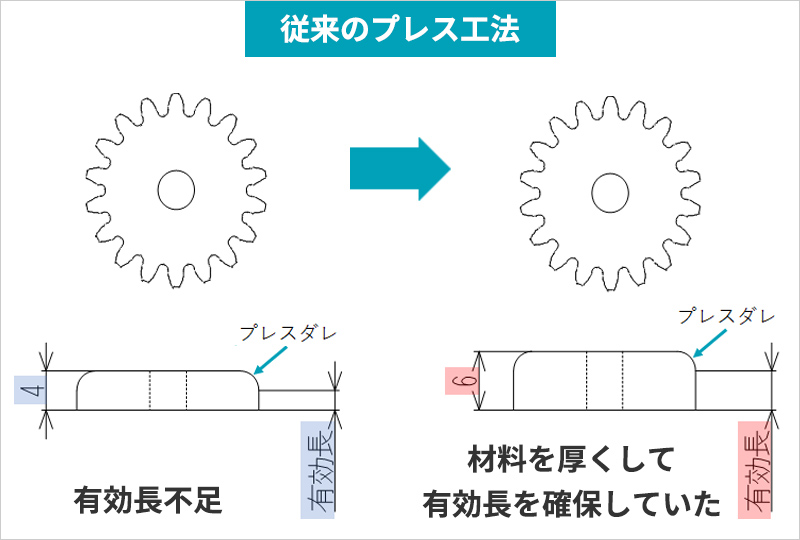
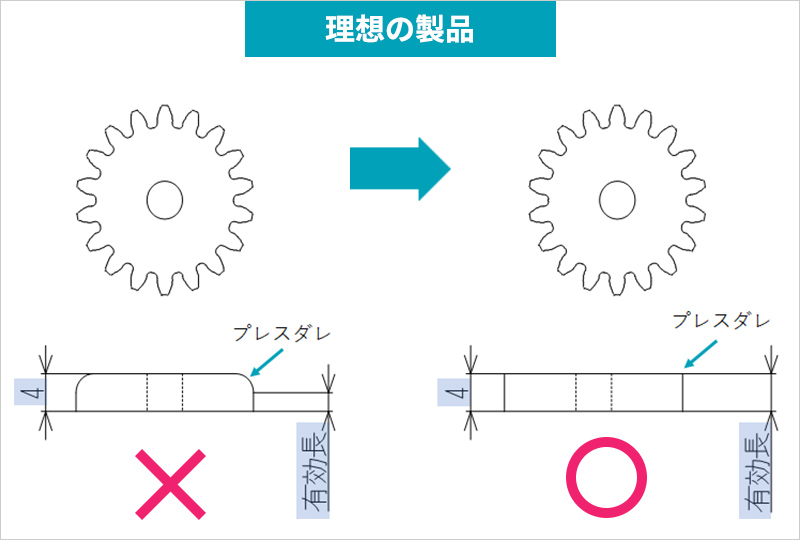
開発中のギアダレ報告